
How to Make the Hot Water Cylinder Tank
Today we will analyze the enamel inner tank.
1. The structure of the enamel inner tank
1. Metal materials for enamel
Steel for enamel (mainly steel plates) generally refers to low carbon steel plates, that is, steel plates with a low carbon content (generally ≤0.08%). This is the main material used for the inner tank of volumetric water heaters. Since its chemical composition, internal microstructure (metallic structure), surface condition and mechanical properties play an important role in the quality of enamel, the larger water heater manufacturers currently on the market use enamel steel plates. Ensure the enamel quality of the inner tank.
2. Porcelain glaze (inorganic glass material)
American Ferro enamel powder
2. Characteristics of enamel inner tank
enamel inner tank is made by making the steel plate into the required shape (usually cylindrical), and then applying enamel on the inner surface of the steel plate through different enamel production processes (dry enamel and wet enamel). After being heated to 800 to 900°C It is formed from composite materials that are combined after firing. Therefore, it has the common characteristics of metal steel plates and inorganic glass materials.
Has good physical properties: compression resistance, tensile strength, sufficient strength, elasticity, glossiness and different colors, thermal stability, electrical insulation, no pollution, etc.;
It has good chemical properties: acid resistance, alkali resistance, non-toxic, high temperature resistance, water and steam resistance, etc.
In addition, the enamel inner tank can also withstand a large temperature change range (approximately -60°C ~ +450°C), and can withstand a sudden temperature change of 200°C. It is precisely because the enamel inner tank has the relatively perfect characteristics required by this volumetric electric water heater liner that the enamel inner tank is now widely used by the majority of professional electric water heater manufacturers.
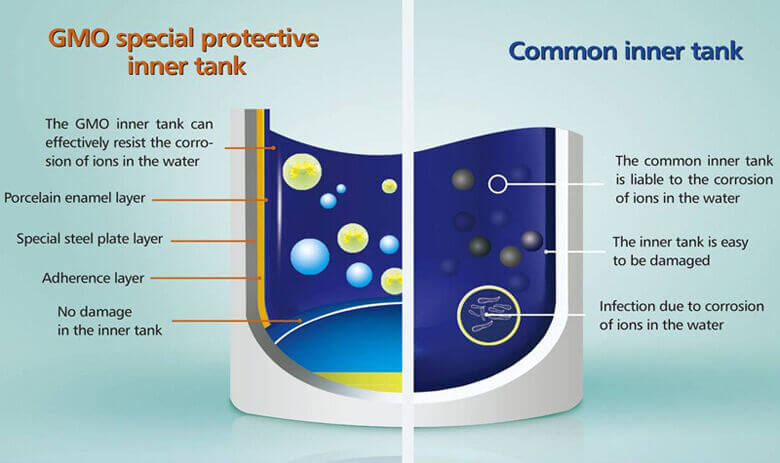
Of course, the enamel inner tank is not flawless or perfect. Due to the complexity of the enamel production process, the enamel coating covering the inner surface of the steel plate of the enamel inner tank is not 100% intact. There must be some local defects in some sharp corners and dead corners. In order to eliminate the impact of this slight defect, professional manufacturers have installed magnesium rods inside the enamel inner tank. By consuming the magnesium rods, they prevent the loss of the exposed steel plate in the enamel inner tank, thereby avoiding corrosion of the liner.
3. Issues that need to be paid attention to when preparing an enamel inner tank
Since the production process of the enamel inner tank is relatively complex, there are many factors that affect the quality of the enamel inner tank, including the material of the steel plate, the molding process, the surface treatment, the formula of the enamel, the ball milling process of the enamel and the enameling process (enamel coating and sintering) , the most important of which is the enameling process.
1. Material selection. This includes the choice of steel plate material and enamel. Cold-rolled steel plates have good mechanical properties and are easy to stretch and form. There are two main types currently in use: wet enamel glaze and dry enamel glaze. Wet enamel glaze requires ball milling of the glaze flakes, and then mixing with water according to the relevant proportions. Since the conditions (ingredients, water quality, etc.) of each processing are not 100% the same, the performance of the enamel glaze is not very stable and requires better Technical process to ensure stability. Dry enamel glaze is coated with dry powder using electrostatic principles. The glaze is processed once by the manufacturer and does not require secondary preparation.
2. Molding process. From the beginning of the design, the structure of the liner must take into account the steel plate processing performance, processing accuracy, and enameling process requirements to ensure the comprehensive performance of the enamel inner tank. Due to the requirements of enameling, the inner surface of the steel plate liner needs to be flat and smooth before enameling. Especially after welding, cracks, sharp corners and mechanical scratches must be avoided (if they occur, welding and grinding can be used). Corners should be replaced with arcs, and rounded transitions should be as much as possible where there are holes. It is necessary to minimize the problem of peeling off of the enamel coating caused by the stress caused by welding. In short, we should try our best to reduce various possible factors that may lead to inability to paint.
3. Surface treatment of steel plates. Before enameling, the surface of the steel plate to be enameled must be treated. The purpose is to clean the debris, rust inhibitors, oxides, etc. on the surface of the steel plate to avoid these substances affecting the quality of the enameling. At the same time, it can increase the porcelain layer and The adhesion strength of the steel plate (by increasing the microscopic contact area between the two). Currently, there are two methods for surface treatment of steel plates: sandblasting cleaning and chemical treatment. Sandblasting is a physical method, which is to spray 0.5-1mm diameter steel sand onto the surface of the steel plate through high-pressure compressed air to achieve the purpose of cleaning the steel plate and increasing the roughness. Sandblasting can effectively reduce the welding stress generated at the weld. After treatment, there will be no impurities remaining on the surface of the steel plate, which is conducive to enameling. However, during use, be careful not to use too high a spray pressure, otherwise the steel sand will embed into the steel plate and affect the enameling. The chemical treatment method is to treat the surface of the steel plate through the chemical reaction of chemicals to achieve the purpose of removing impurities and increasing roughness. The chemical treatment method requires monitoring the concentration of the chemical solution at any time during the production process. At the same time, some of the chemical solution will remain on the surface of the steel plate, thus affecting the quality of the coating. In addition, the discarded waste liquid pollutes the environment. Comparing the two, sandblasting cleaning method is better.
4. Enameling process. Including wet coating and dry coating (electrostatic powder coating). Wet enameling is to inject glaze slurry into the inner tank, and the glaze slurry is evenly applied to the inner surface of the inner tank through the back-and-forth swinging enameling machine. The excess glaze slurry is discharged from the process port and recycled. Now it is generally only used once. Enameled, then dried and sintered. Pay attention to this method: the proportion of glaze slurry must be kept stable; avoid impurities entering the glaze slurry; the coating must be completely dry, but the drying time should not be too long to prevent it from falling off during firing; do not use your hands or other Objects to touch to prevent marks and matte surfaces; be careful when moving to prevent the coating from peeling and cracking.
In dry enamel coating, the enamel powder is driven by aerodynamic force through the electrostatic action generated by a high-voltage electrostatic spray gun, so that the sugar-coated powder is adsorbed on the surface of the steel plate, and then fired. In this production method, attention should be paid to: control the aerodynamic pressure to avoid excessive pressure; control the electrostatic voltage to prevent the coating from being broken down; control the moving speed of the spray gun to prevent uneven coating thickness; avoid before firing Strong impact will cause the dry powder to fall off. From this point of view, no matter what process method is adopted, the enamel coating process is the top priority, and it will directly affect the quality of the fired enamel. Although dry enamel coating is superior to wet enamel coating in terms of controlling product quality and environmental protection, due to the high investment in primary equipment, only two or three companies in China currently use wet enamel coating.
5. Sintering. The enameled inner tank is sintered at high temperature in a firing furnace at 800°C to 900°C, so that the enamel melts at high temperature and is combined with the steel plate. According to the enamel of different manufacturers, its firing time and temperature are also different. At this time, attention should be paid to controlling the firing time and specific firing temperature to avoid over-burning of the enamel due to too high a firing temperature or too long firing time, which will damage the physical and chemical properties of the enamel and thus affect the quality of the enamel liner.
6. Quality inspection. Quality inspection of the fired enamel liner is essential. As long as there are different production dates, different production batches, and different product models, relevant testing must be carried out (refer to the industry standard "Enamel Parts for Storage Water Heaters" (QB/T2590-2003)). Relevant professional water heater manufacturers have their own internal testing standards, and they even have to exceed these standards. Some companies even adopt European testing standards. Here we mainly introduce the following points:
A. Check the surface quality of the porcelain layer. No obvious peeling, scratches, cracks, scorching and other defects.
B. Check the thickness of the coating. The thickness of the coating should be uniform, controlled between 0.15-0.5mm, and can reach 1mm at very few corners. Exceeding the thickness is considered unqualified. Because the porcelain layer is too thick, porcelain explosion defects will occur during use, thus affecting the service life of the liner.
C. Test the pressure-bearing capacity of the inner tank. Fill the inner tank with water and pressurize it to a pressure of 10 kilograms (the pressure in the tap water pipe is less than 8 kilograms) and keep it for a period of time. Check whether the porcelain layer is damaged. If it is damaged, it is unqualified.
D. Detect the protection current. The measured value should be ≤22.5mA/m2, and the smaller the value, the better. Anything beyond that is considered unqualified.
E. Test the adhesion of the porcelain layer. Use a steel ball weighing 2000g to fall naturally from a height of 750mm and impact the porcelain layer. After the test, it will be grade A or AA.
F. Test the coating’s temperature resistance to rapid degeneration. After the test, if there is no obvious change by visual inspection, it is qualified.
G. Test acid and alkali corrosion resistance. Use the acid and alkali used for testing to test, or it should not be lower than the national standard.
H. Test the resistance to hot water erosion (weight loss in boiling water). The weight loss after testing is ≤6.0g/m2.

Please give us a message
DINGXIN story
One electric water heater branded as Dingxin, which has warmed Mr Chen for 22 years. In 1991,Mr Chen bought a new water heater and normally lived with it as long as 22 years in Wenzhou
The Family business
DINXIN ADVENTURE THROUGH 2 GENERATIONS, FROM THE START IN 1986 TO TODAY.
The family business
The founder –Dong Wanwen– started “Dingxin” (in Wenzhou in 1986, as one of the first water heater manufacture in China. With minimal resources he created the first vented water heater in Wenzhou. He has, during his 30 years in Dingxin, mixed friendly industry and home culture in a unique way and has given Dingxin the recognition as one of the earliest enterprises in china.
2rd generation –Eric Dong,is devoted to improving Dingxin’s products and processes and desires to build the company brick by brick,. The pioneering spirit lives on with product innovations featuring integrated solutions, ground-breaking material technology and added value for our customers.
Three main markets oriention of Dingxin:
• Northern China: Thanks to trust and confidence from our customers, Dingxin engages a attractive market share in North China over the last 30 years. Our products named as Dignxin delivers well-being and hotwater to two-thirds of all homes in the three north-east of provinces of china, with durable lifetime economy.
• OEM/EXPORT: We are proud to supply water heaters to various brands in the heating industry all over Europe,South America,South asia. OEM is an important part of our business because it inspires and motivates us to think innovatively, be flexible in our approach and challenge traditional mind-sets.
• Kitchen&bathroom branch: Dingxin focuses on the domestic market of kitchen&bathroom since 2016 and whose sales make up about 40% of the turnover and gives us a unique perspective and knowledge of related business lines and innovative marketing strategies which benefit all our customers.
DINGXIN story
One electric water heater branded as Dingxin, which has warmed Mr Chen for 22 years. In 1991,Mr Chen bought a new water heater and normally lived with it as long as 22 years in Wenzhou
Historic milestones
Dingxin launched a promise to replace the water heaters free of charge for those were purchased before 1995 and still normally used up to 2015. When Mr. Zhang saw this news,he immediately rushed to the Dingxin franchise shop of department store in Taiyuan city, Shanxi province. the Dingxin staff there offered Mr. Zhang for a free replacement service;
One electric water heater branded as Dingxin, which has warmed Mr Chen for 22 years. In 1991,Mr Chen bought a new water heater and normally lived with it as long as 22 years in Wenzhou .when Dingxin launched a campaign that every home could receive new water heater replacement installation service free of charge only if who purchased Dinxin water heaters before 1995 and still normally adopt it with over 22 years, Surely Mr Chen belongs to the ones who could received this fantastic service launched by Dingxin.
Mr. Zhu, in Dingxin franchise department, purchased two electric water heaters in 1988 and he spent ¥500 in all. When it comes to 2014, the two electric water heaters have been in its life time for 26 years and still have been in fantastic condition. The Dingxin promise to offer free replacement service of the two water heaters
In 1993, Mr. Wang purchased this water heater in franchise department of Tangshan city, Hebei province.and it is well in circulation for over 23 years, Dingxin offer free replacement service out of security considerations in 2015
Warranty Information
Dingxin warrants for 2 years from the date of purchase, that the Product will: i) conform to Dingxin approval specification, ii) be free from defects in materials and workmanship, subject to conditions below. All electric components carry a 2-year warranty
Scope
Dingxin warrants for 2 years from the date of purchase, that the Product will: i) conform to Dingxin approval specification, ii) be free from defects in materials and workmanship, subject to conditions below. All electric components carry a 2-year warranty.
The warranty is voluntarily extended by Dingxin to 5 years for the premium models. This extended warranty only applies to Products purchased by a consumer, that has been installed for private use and that has been distributed by Dingxin or by a distributor where the Products have been originally sold by Dingxin.
The extended warranty does not apply to Products purchased by commercial entities or for Products that have been installed for commercial use. These shall be subject only to the mandatory provisions of the law. The conditions and limitations set out below shall apply.
Warranty Information
Dingxin warrants for 2 years from the date of purchase, that the Product will: i) conform to Dingxin approval specification, ii) be free from defects in materials and workmanship, subject to conditions below. All electric components carry a 2-year warranty
Coverage
If a defect arises and a valid claim is received within the statutory warranty period, at its option and to the extent permitted by law, Dingxin shall either; i) repair the defect, or; ii) replace the product with a product that is identical or similar in function, or; iii) refund the purchase price.
Dingxin possess all property of any exchanged Product or component. Any valid claim or service does not extend the original warranty. The replacement received Product or part does not carry a new warranty.
Manufacturing
Excellent working condition & longer service life: no leakage, rust-free, high strength and strong resistance to corrosion
Tank comparison
COMPARISION BETWEEN SS TANK AND ENAMEL TANK
ENAMEL TANK
Porcelain Enamel Tank - is a trusted & proven technology for inner tank of water heaters. Used widely across the world, it is ideal for long life & trouble free performance in all kinds of water. More than 95% of water heaters produced worldwide are with enamel tanks. Corrosion protection is very good due to fusion of glass layer to metal.
SS TANK
Stainless Steel Tank - this is an outdated technology that manufacturers are moving out of now. Corrosion protection is very poor, particularly in hard water and due to poor welding quality.
SL Description Enamel Tank SS Tank
1 Protection Coating Porcelain Enamel -
2 Coating Type Inorganic None
3 Coating Thickness 250 - 400 microns None
4 Coating Adhesion Fused with metal None
5 Baking Temperature 850 deg C -
6 Life of the Coating Long life -
7 Usage Widely used Internationally Limited. In very few countries
8 Material Mild Steel Stainless Steel
9 Thickness 2.0mm 0.63
10 Rated Pressure 8kg/cm2 3kg/cm2 & 6kg/cm2
11 cathodic protection Magnesium Anode -
12 Hard water Suitability Good Poor
13 Corrosion Protection V.Good Poor-Average
14 Hot Water resistant V.Good V.Good
15 Approved Quality Standards BIS, IEC, DIN & UL BIS
HARD WATRT
As so common problem for millions of households across the country.Hard water means excessive dissolved minerals, specifically calcium and magnesium in tap water various in different countries.
Hard water is a negative impact because of much limescale it brings, Thus, in water heaters the heated hard water forms a scale of limescale deposits on the tank surface and reduces the heat conductivity of heaters sometimes even leading to its breakdown. and this contributes to inefficiency and costly electricity bill . Limescale has been known to increase energy bills by up to 25%.
Efficiency loss chart(limes scale thickness as variable)
Manufacturing
Excellent working condition & longer service life: no leakage, rust-free, high strength and strong resistance to corrosion
Water heater tank
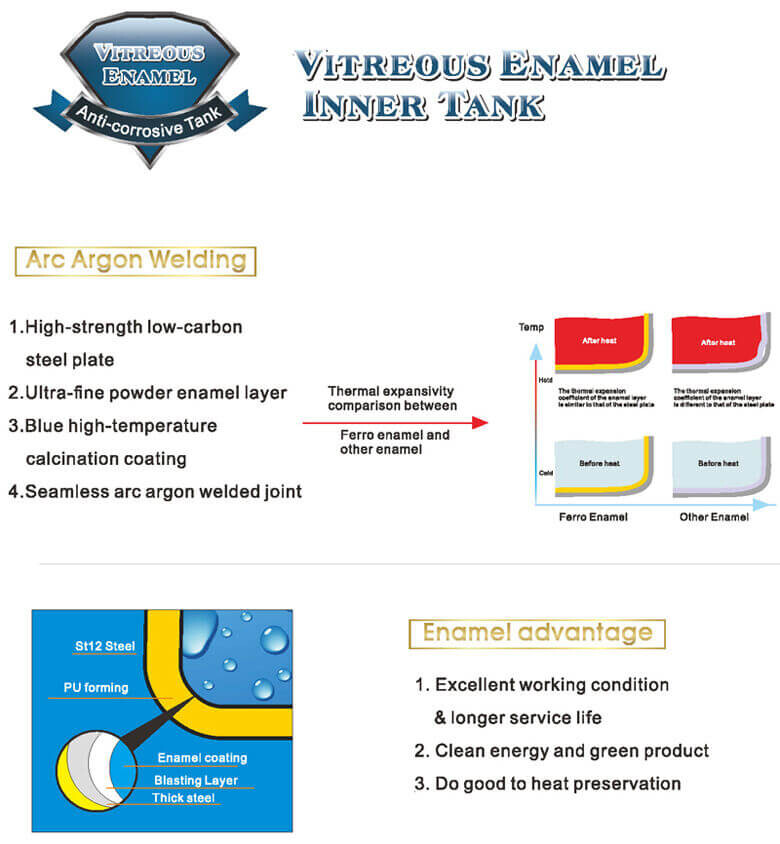
Advantage of Enamel coating water tank:
1. Excellent working condition & longer service life: no leakage, rust-free, high strength and strong resistance to corrosion。
2. Clean energy and green product: no poisonous metal such as plumbum, hydrargyrum and chromium, bring health to your life。
3. Do good to heat preservation
1. Excellent working condition & longer service life
2. Clean energy and green product
3. Do good to heat preservation
Workmanship of enamel water tank:
1. High-strength low-carbon steel plate
2. Ultra-fine powder enamel layer
3. Blue high-temperature calcination coating
4. Three-layer strengthened protection
5. No deformation under 100,000 times impulse test
Downloads
Excellent working condition & longer service life: no leakage, rust-free, high strength and strong resistance to corrosion
Installation and manuals
Downloads
Excellent working condition & longer service life: no leakage, rust-free, high strength and strong resistance to corrosion
Product Catalogue
- Exporting Electric Water Heaters to Africa: Market Insights and Strategies
- Small-Capacity Electric Water Heaters in Africa: Market Preferences Across Key Countries
- How to know the quality of stainless steel electric heating element?
- What are the basic structures of stainless steel electric heating element?
- Let's Take A Look At The Inner Tank Material!
Warranty Information
Dingxin warrants for 2 years from the date of purchase, that the Product will: i) conform to Dingxin approval specification, ii) be free from defects in materials and workmanship, subject to conditions below. All electric components carry a 2-year warranty
Conditions
The Product is manufactured to suit most household water supplies. However, there are certain water chemistries (outlined below) that can have a detrimental effect on the Product and its life expectancy. If there are uncertainties regarding water quality, the local water supply authority can supply the necessary data. The warranty applies only if the conditions set out below are met in full:
• The Product has been installed by a professional installer, in accordance with the instructions in the installation manual and all relevant Codes of Practice and Regulations in force at the time of installation.
• The Product has not been modified in any way, tampered with or subjected to misuse and no factory fitted parts have been removed for unauthorized.
• Any disinfection has been carried out without affecting the Product in any way whatsoever. The Product shall be isolated from any system chlorination.
• The Product has been in regular use from the date of installation. If the Product is not intended to be used for 60 days or more, it must be drained.
• Service and/or repair shall be done according to the installation manual and all relevant codes of practice. Any replacement parts used shall be original DINGXIN i spare parts.
• Any third-party costs associated with any claim has been authorized in advance by DINGXIN in writing.
• The purchase invoice and/or installation invoice, a water sample as well as the defective product is made available to DINGXIN i upon request.
• Failure to follow these instructions and conditions may result in product failure, and water escaping from the Product.
Warranty Information
Dingxin warrants for 2 years from the date of purchase, that the Product will: i) conform to Dingxin approval specification, ii) be free from defects in materials and workmanship, subject to conditions below. All electric components carry a 2-year warranty
Limitations
The warranty does not cover:
• Any fault or costs arising from incorrect installation, incorrect application, lack of regular maintenance in accordance with the installation manual, neglect, accidental or malicious damage, misuse, any alteration, tampering or repair carried out by a non-professional, any fault arising from the tampering with or removal of any factory fitted safety components or measures.
• Any consequential damage or any indirect loss caused by any failure or malfunction of the Product whatsoever.
• Any pipework or any equipment connected to the Product.
• The effects of frost, lightning, voltage variation, lack of water, dry boiling, excess pressure or chlorination procedures.
• The effects of stagnant (de-aerated) water if the Product has been left unused for more than 60 days consecutively.
• Damage caused during transportation. Buyer shall give the carrier notice of such damage.
• Costs arising if the Product is not immediately accessible for servicing.
These warranties do not affect the Buyer’s statutory rights.
FAQ
Q1:How long does the order take?
A:Sample order will be finished within 15 days while normal order will be finished within 25-30 days after receiving deposit,
Q2:What are my WARRANTY OPTIONS on the water heaters you sell?
Dingxin Water Heater Company provides a basic, standard warranty. Our basic warranty is one year for full units or 1% spare parts service.
Q3:Do you accept OEM or ODM orders?
A:Yes, Our R&D team will offer one stop service for you from original idea to finished product.
Q4:What’s the MOQ?
A: Normally MOQ is 1*20 ft container(trial order's quantity is negotiable)
Q5:How can I visit your factory?
A: Sure,Our factory is located in Shaoxing Shengzhou, China, near to Hangzhou Airport and Ningbo Airport .You are always welcome to visit us! We will offer pick up service and free accomodation.
Q6:When can I get the price?
A:Within 24 hours after we get your inquiry.
Q7:Can you offer sample for quality check before order ?
A:Yes , we provide sample service before mass order.
Q8: what other size water heater you have ?
A: We have storage models of 8L\10L\15L\30L\50L\60L\80L\100L\120L\150L,and besides storage model,we also work on instant models,and gas models.
Q9: Can the price be cheaper?
A: Price always follows its quality and we will offer truthful opinion on the marketing strategy on pricing and quality orientation.
Q10: What payment terms?
A: T/T; L/C,West Union or other payment term negotiable
Please give us a message